

Water ring vacuum pump and compressor
Category:
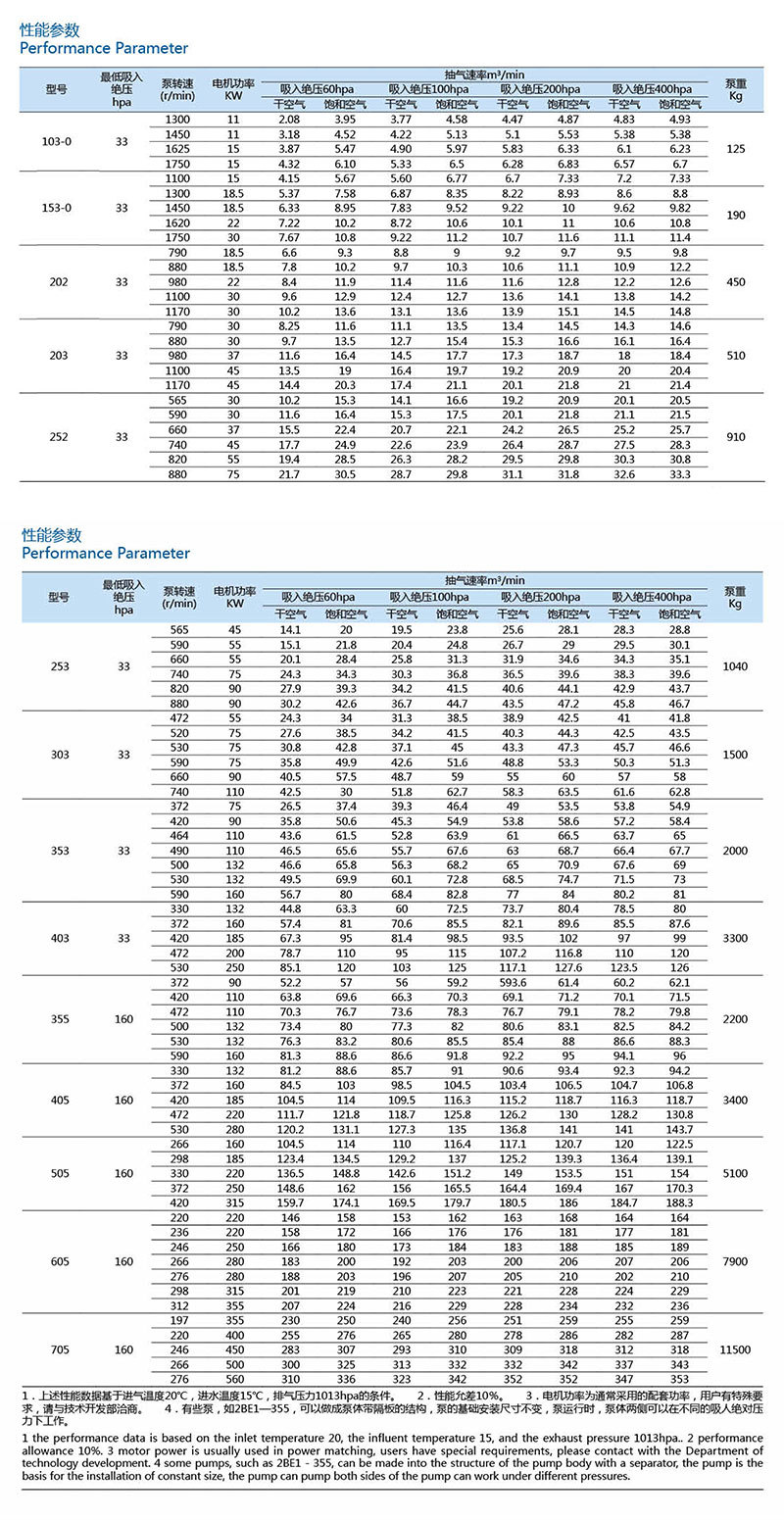
Product Description
Structure and Characteristics
Water ring vacuum pumps and compressors are high-efficiency, energy-saving, emerging products developed by our company based on long-term scientific research, combined with international advanced technology, and continuously verified through practice. They are commonly used to extract gases that do not contain solid particles, are insoluble in water, and are non-corrosive, in order to create a vacuum and pressure in a sealed container. By changing the structural materials, they can also be used to extract corrosive gases and liquids. They are widely used in the papermaking, chemical, petrochemical, light industry, pharmaceutical, food, metallurgy, building materials, electrical appliances, coal washing, ore dressing, and fertilizer industries.
The water ring vacuum pump adopts a single-suction, single-acting structural form, with advantages such as simple structure, convenient maintenance, high efficiency and energy saving, and reliable operation. The key parts, such as the pump shaft, impeller, and distribution plate, have been optimized in design. Whether it is a ductile iron impeller or a stamped and welded impeller, it undergoes good heat treatment. Before and after the interference fit hot assembly, balance and dynamic balance checks are performed respectively, resulting in smoother operation, better impact resistance, and adaptability to harsh conditions such as large drainage volume and fluctuating load impact.
The water ring vacuum pump is equipped with a built-in gas-water separator, has multiple inlet and outlet ports, and has an added exhaust valve inspection window cover on the pump cover, making assembly and maintenance more convenient.
Flow Material: 304, 316L, 2205, 2507, Titanium
Key words:
Water ring vacuum pump and compressor
Related Products




Welcome your message consultation
Any questions? Keep in touch. We 'd love to hear from you.





COPYRIGHT © 2025 Wenzhou Bangming Machinery Equipment Manufacturing Co., Ltd. Powered by:www.300.cn seo
Wenzhou Bangming Machinery Equipment Manufacturing Co., Ltd.
E-MAIL:
1577170999@qq.com
TEL:
86-577-86814571
ADD:
No. 2, Jing San Nan Yi Road, Lantian Industrial Park, Longwan District, Wenzhou City